| 产品特性:焊接稳定 | 是否进口:否 | 产地:昆山 |
| 品牌:必勒 | 型号:15K-40K | 电流:直流 |
| 动力形式:超声波 | 控制方式:自动 | 频段:高频 |
| 驱动形式:电动 | 作用原理:脉冲 | 订货号:15K0433 |
| 货号:15K00988 | 输出功率:1000W | 频率:30Hz |
| 输入电压:220V | 焊头行程:50mm | 焊接面积:80 |
| 振头冷却系统:风冷 | 振荡系统:超声波 | 功率:1000W |
| 作用对象:1003440013 | 升降控制:手动 | 焊接原理:对焊 |
| 外形尺寸:400*550*1000 | 净重:50Kg | 用途:塑胶焊接 |
| 焊咀对地电压:20mv | 套装:100 | 是否跨境货源:否 |
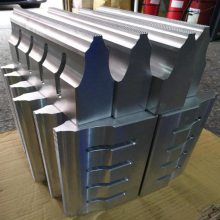
超声波塑料焊接机 由于其焊接效***、耗能低而被越来越广泛的使用,使用超声波焊接塑料件的易耗品就是超声波模具(或称为超声波焊头),一支超声波模具的使用寿命大概在15w次左右,其寿命跟塑料件的材质、形状以及模具的材质、大小有直接的关系。
常见的焊头为铝镁合金模具,该材料具有极高的机械屈服强度,硬度高, 热传导性强,是理想的超声波模具制
造材料;但铝制本事不耐磨,适合一般焊接要求;某些较硬的塑料件可以使用钛合金模具,钛合金焊头的成本比镁铝合金高,但是较镁铝合金模具耐用耐磨。
超声波焊头是传到***频率的声波,因此制作超声波焊头需要专业的厂家使用专门的设备来制作模具,一个频率混乱的超声波模具会在短时间内损坏超声波机器。因此,选择一个好的模具生产厂家很重要。

超声波模具的安装方法
***步:影响塑料件超声波产品加工的原因
(1)焊头的振幅(2)接触面的设计(3)焊接压力、时间参数的选择(4)校模的准确性(5)焊接面与焊头之间距离(6)塑料材质(7)焊接线的设计(8)塑料件外形和尺寸(9)焊头的设计
***步:安装超声波塑胶焊接机模具注意事项
为达到高的生产效率,焊头与塑料件之间的距离应尽量缩短但仍需留有足够的空间方便取放塑料件。为发挥超声波塑胶焊接机的使用效果,维护焊机的性能及安全生产,每次使用机器或更换焊模,必须调整超声波塑塑胶焊接机发振系统与振动系统的发振程度,因此该项音波检测程序非常重要。
第三步:安装超声波塑胶焊接机模具
超声波塑胶焊接机安装塑料件对应的模具及其配套的零件,安装时根据塑料件的焊接要求进行安装,安装时要为下一步调试模具留有一定的调整空间,如模具的紧固螺丝,气管接头等。在这一安装过程中,要注意模具的安装必须为以后的调试焊接做出准备。
第四步:安装超声波塑胶焊接机模具5大步骤
1、将塑料件放在底座中调整气压在2Kg左右,利用焊头升降开关来使上下摸对准。
2、调整限位螺栓使焊头下降压紧塑料件之后仍有0.2mm左右的空间。(对于焊接深度要求较高的塑料件,此空间相应加大)。
3、调整焊接、保压时间、气压、试焊样件。
4、选择适合的焊头与塑料件之间的距离锁紧机架固定把手。
5、观察样件,如发现焊接不均匀,则需要细调底座的平衡,一般原则为焊接部位熔接越厉害,则应调低,在底座相反位置垫上纸片等抬高底座对应位置,使塑料件与焊头吻合良好。
第五步:检测超声波塑胶焊接机模具前
1、上焊模与超声振头两者必须密合锁紧,检验时上焊模切勿接触工件。
2、合上电源开关,此时电源指示灯亮.
3、打开侧盖板之门页。将选择开关按至音波检测档位置,观测振幅表之指示值,每次音波检测开关不能连续按下超过3秒。
4、顺逆旋转音波检测螺丝使振幅表指针在***刻度值位置。注意:振幅表指针能调到1.2(或100)刻度值以下,且确保为***刻度位置,焊机的发振系统与振动系统谱振。